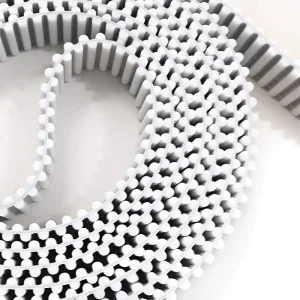
In the modern industrial landscape, the thick rubber belt serves as the backbone of heavy-duty power transmission and material handling. As a leading manufacturer, Qingdao Huishi Transmission Equipment Co., Ltd. recognizes that "thickness" is not just a dimension; it is a critical engineering parameter that dictates load capacity, shock absorption, and service life. This white paper explores the evolution of rubber belt technology, the advantages of integrated China-based manufacturing, and how global enterprises can optimize their procurement strategies for maximum ROI.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) is reflected in our 15+ years of operational excellence. By combining proprietary material formulations with precision European engineering standards, we provide information increment—real-world data on tensile strength, elongation rates, and thermal stability—that empowers procurement officers to make informed decisions.

Our thick rubber belts undergo a high-pressure vulcanization process that ensures molecular cross-linking, resulting in superior abrasion resistance compared to standard commercial belts. This is essential for mining and petrochemical applications.
Utilizing high-tenacity polyester cords or specialized steel wire cores, our belts minimize "creep" and permanent elongation, maintaining precision timing even under extreme torque loads.
We customize the Shore A hardness (typically 65-85) to balance flexibility with grip. For thick belts, this optimization reduces heat buildup, which is the primary cause of belt delamination.
Qingdao Huishi Transmission Equipment Co., Ltd. has been continuously developing and growing since its establishment in 2010. It now owns a modern factory covering an area of more than 6,000 square meters and has gathered more than 50 professional talents. As a high-tech enterprise deeply engaged in the field of industrial belt transmission and conveying, we always adhere to the integrated development model of research and development, production, and sales, and are committed to providing high-quality products and services to customers around the world.

The company is equipped with more than 20 advanced production equipment for transmission belts and conveyor belts, as well as more than 40 precision mechanical processing equipment. This infrastructure allows us to bridge the gap between "Wholesale" and "Customization."
Supply Chain Resilience: Located in Qingdao, a global logistics hub, we leverage localized raw material sourcing (natural rubber and synthetic elastomers) to mitigate global price volatility. Our factory provides an integrated ecosystem—from mold design to final vulcanization—reducing lead times by 30% compared to traditional distributed manufacturing models.
Our products are fully compliant with ISO9001, REACH, and RoHS standards. For North American and European markets, we ensure our thick rubber belts meet flame retardancy and anti-static (ISO 1813) requirements for safety-critical environments.
In automated warehousing, thick rubber belts are used in vertical lifts and high-speed sorters. The increased thickness provides the necessary friction coefficient and dampening to handle rapid acceleration of 50kg+ parcels.
For harvesting machinery, our belts are engineered with UV and ozone resistance, ensuring that extreme outdoor exposure does not lead to premature cracking or belt failure during peak seasons.
The industrial belt industry is shifting toward Intelligence and Sustainability. At Qingdao Huishi, we are currently researching "Smart Belts" embedded with RFID tags for lifecycle tracking and maintenance alerts. Furthermore, we are increasing the use of recyclable elastomers to meet the growing demand for green procurement among Fortune 500 enterprises. The trend is moving away from "cheap replacements" toward "long-lifecycle components" that reduce the Total Cost of Ownership (TCO).



In terms of brands and products, the company not only has its own high-end brand BESTLITE, but also has reached cooperation with several world-renowned brands such as Megadyne from Italy and Continental from Germany. Currently, the company has obtained more than 30 design patents, and its products have fully passed the ISO9001 quality management system certification.
Our presence at international exhibitions (Company Exhibition) allows us to stay at the forefront of global technical requirements, ensuring our China-manufactured solutions are "Global-Ready."